

-
- 公司:
- 南京贝多米斯电子技术有限公司
-
- 联系:
- 张先生
-
- 邮箱:
- zkg6677@163.com
-
- 电话:
-
400-0259557
025-58201813
025-58213813
-
- 传真:
-
025-58213813
-
- 地址:
- 江苏南京市浦口区大桥北路9号

- 矿用防爆皮带秤 84
- 电子地磅厂家销售 127
- 南京煤安型防暴皮带秤 62
- 南京电子汽车衡销售 35
- 矿用防爆射线核子秤 28
- 智能地磅无人值守系统 27
- 数字、模拟电子地磅 43
- 主井箕斗秤定量装载系统 20
- 煤矿井下防暴电子皮带秤 84
- 矿产品税费征收管理系统 8
- 智能型刮板秤 7
- 抓斗秤 18
- 皮带激光秤 10

- ICS系列电子皮带秤秤架结构太多分不清?4422阅读 2022-12-10 13:47:52
- 皮带称重给料机的检修工序都有哪些?4422阅读 2022-12-10 13:45:57
- 如何选择一家合格的矿用电子皮带秤厂家?4481阅读 2022-12-10 13:44:05
- 如何减少皮带张力对电子皮带秤计量的不利影响?4389阅读 2022-12-10 13:42:13
- 高质量的电子皮带秤一定会达到高精度吗?4404阅读 2022-12-10 13:40:51

皮带称重给料机的检修工序都有哪些?
2022-12-10 01:45:57 4422次浏览
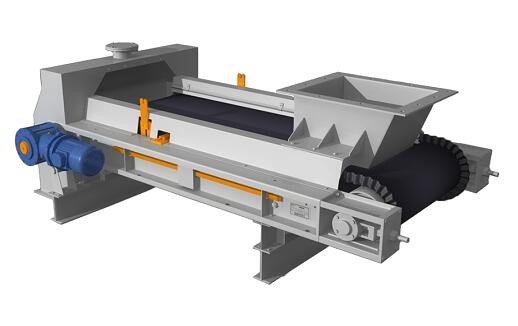
皮带称重给料机是集皮带输送机输送物料、电子皮带秤动态称重、工业自动化控制于一体的综合型设备,它的稳定性与生产效率和质量息息相关,为了保持其稳定性、耐用性、延长其使用寿命,皮带称重给料机的检修工序不可忽视。
⒈、系统外观检查
设备(包括各种标识牌)完好整洁,保温及外护板、隔音罩完好。
⒉、打开人孔门,清理石料
主要内容包括:
⑴ 确认系统已隔离,进料闸板关闭,皮带称重给料机电源已隔离;
⑵ 打开皮带称重给料机所有检修人孔门;
⑶ 清理进料管、皮带、清扫链及其他部件上的积料。
⒊、初步检查
主要内容包括:
⑴ 检查皮带张紧力,看皮带有无断层、撕裂;
⑵ 检查皮带定位凸筋有无磨损;
⑶ 确定是否需要更换皮带。
⒋、皮带更换
主要内容包括:
⑴拆卸
① 在张紧轮臂下面插入木棒,并支撑其重量;从电动机驱动端侧门上拆下皮带传感器;拆开张紧轮上润滑软管:
② 拆下张紧轮支撑杆销子,拆下两侧称重轮连杆;拆下支撑杆和称重轮与轴承座的接头;
③ 从张紧轮侧门拆去座板和连杆,然后拆下称重器;松开从动轮调节螺栓,使皮带完全放松,注意必须两边螺栓同时进行,不能使用敲击扳手;
④ 在张紧轮下面插入专用轮拆卸座,并用螺栓固定在门上、法兰上;从张紧轮的支撑臂上拆开与轴承室的接头,从动轮会落在拆卸座上,移出张紧轮及拆卸座;
⑤ 松开轴承座螺栓,并拆去轴承组件;在出料口门孔上安装皮带提升杆,并使它支撑其皮带驱动端皮带轮的质量;
⑥ 打开驱动皮带轮固定端轴承盖,轴承仍要留在皮带轮轴上;把皮带轮拆卸座的非法兰端插入轴承盖上,再把拆卸座推进,直到非法兰端轴承在皮带驱动端的孔上,然后用螺栓把拆卸座法兰端上紧到皮带称重给料机体上;
⑦ 拆下驱动端皮带轮、皮带轮提升杆和拆卸座;拆除进料端围罩板,拆除皮带支撑板上螺栓和紧固上、下导轨与张紧轮调节螺栓座上的螺栓;
⑧ 用专用工具尾部伸延导轨,拆下从动皮带轮,然后拉出皮带。
⑵零部件的清理、检查
① 各轴承、螺栓、轴承座等部件已清洗干净,无损坏;
② 检查新皮带无异常。
⑶组装(步骤与上述拆卸步骤相反)
① 皮带就位,装上从动皮带轮;
② 装上连接在张紧轮上的润滑油盖,紧固上、下导轨与张紧轮调节螺栓座上的螺栓和皮带支撑板上螺栓;
③ 装上进料端围罩板;
④ 装上驱动端皮带轮,注意必须使驱动轮与联轴器之间有一定的间隙;
⑤ 装上驱动皮带轮轴承;
⑥ 装上张紧轮;
⑦ 旋转张紧螺栓,使皮带逐渐张紧;
⑧ 装上其他部件。
5、轴承、减速机及清扫链检修
⑴ 轴承检修
① 清洗各轴承及加油管件;
② 检查各轴承有无磨损;
③ 各轴承更换润滑油。
⑵ 皮带驱动减速机及清扫链减速机检修
① 拆下减速机外壳。
② 检查各齿轮啮合面是否正常,有无磨损、裂纹及麻点。
③ 检查减速机保险销有无被剪断,若有应更换。更换步骤如下:拆下锥形轮毂中心的六角螺栓,拆下轮毂;取下保险销的六角头部分;用磁铁把保险销的另一半从蜗杆轴上取出;检查清扫链过载的原因并修复;拆下轮毂上的止推环和弹簧挡圈,复装新保险销;装上弹簧及其止推垫圈,并用六角螺栓压紧弹簧;安装止推环,并调整六角螺栓与轮毂端面的间隙为9.5mm,以便当保险销被剪断时,轮毂接触开关报警。
④ 检查并调整六角螺栓与轮毂端面的间隙。
⑤ 清洗减速机各部件,更换润滑油。
⑥ 复装减速机各部件、减速机外壳。
⑶ 清扫链检修
① 检查清扫链链节有无磨损、松脱、卡死;
② 检查清扫刮板有无磨损、断裂;
③ 检查驱动轮齿有无损坏。
⒍试运转及调整(配合热工人员进行以下工作)
⑴ 皮带称重给料机所有工作已完成;
⑵ 皮带称重给料机送电试运转;
⑶ 皮带称重给料机皮带张紧力调整,张力适中;
⑷ 称重辗、称重跨托棍对中调节,应水平排成一直线,误差在0.05mm内;
⑸ 皮带导向适当,皮带不跑偏、不跳动;
⑹ 封闭所有检修人孔门;
⑺ 清理现场,结束工作。
-
 机械式皮带秤由重力传递系统、滚轮、计数器和速度盘组成。速度盘转速正比于皮带速度。滚轮滚动的角速度正比于皮带上通过的物料量。滚轮在速度盘上滚动的位置由物料的重力大小来调整。当皮带上没有物料时,滚轮靠近速度盘中心,转速为零,计数器不累计;当皮带23-12-02 00:00:01
机械式皮带秤由重力传递系统、滚轮、计数器和速度盘组成。速度盘转速正比于皮带速度。滚轮滚动的角速度正比于皮带上通过的物料量。滚轮在速度盘上滚动的位置由物料的重力大小来调整。当皮带上没有物料时,滚轮靠近速度盘中心,转速为零,计数器不累计;当皮带23-12-02 00:00:01 -
 电子皮带秤称重桥架安装于输送机架上,当物料经过时,计量托辊检测到皮带机上的物料重量通过杠杆作用于称重传感器,产生一个正比于皮带载荷的电压信号。在皮带秤上有一个称重传感器装在称重桥架上,工作时,将检测到皮带上的物料重量送入称重仪表,同时由测速23-12-01 23:57:01
电子皮带秤称重桥架安装于输送机架上,当物料经过时,计量托辊检测到皮带机上的物料重量通过杠杆作用于称重传感器,产生一个正比于皮带载荷的电压信号。在皮带秤上有一个称重传感器装在称重桥架上,工作时,将检测到皮带上的物料重量送入称重仪表,同时由测速23-12-01 23:57:01 -
 按承载器分类:称量台式承载器,输送机式承载器;按带速分类:单速皮带秤,变速皮带秤。 [1]按称量原理分:主要有机械式(常见的为滚轮皮带秤)和电子式两大类。电子皮带秤承重装置的秤架结构主要有双杠杆多托辊式、单托辊式、悬臂式和悬浮式4种。双杠杆23-12-01 23:54:01
按承载器分类:称量台式承载器,输送机式承载器;按带速分类:单速皮带秤,变速皮带秤。 [1]按称量原理分:主要有机械式(常见的为滚轮皮带秤)和电子式两大类。电子皮带秤承重装置的秤架结构主要有双杠杆多托辊式、单托辊式、悬臂式和悬浮式4种。双杠杆23-12-01 23:54:01 -
 机械式皮带秤由重力传递系统、滚轮、计数器和速度盘组成。速度盘转速正比于皮带速度。滚轮滚动的角速度正比于皮带上通过的物料量。滚轮在速度盘上滚动的位置由物料的重力大小来调整。当皮带上没有物料时,滚轮靠近速度盘中心,转速为零,计数器不累计;当皮带23-12-01 23:51:01
机械式皮带秤由重力传递系统、滚轮、计数器和速度盘组成。速度盘转速正比于皮带速度。滚轮滚动的角速度正比于皮带上通过的物料量。滚轮在速度盘上滚动的位置由物料的重力大小来调整。当皮带上没有物料时,滚轮靠近速度盘中心,转速为零,计数器不累计;当皮带23-12-01 23:51:01 -
 皮带秤对供料设备的要求⑴当采用圆盘给料方式时,在圆盘卸料部应安装受料器,受料器的出料咀及安装应等同于拖拉式的下料咀的要求⑵当采用拖拉式给料时,下料咀要求处料高度可调同时调整高度应满足对料流的堆积要求。同时出料咀出料面应做成沿料流方向的斜面形23-12-01 23:48:02
皮带秤对供料设备的要求⑴当采用圆盘给料方式时,在圆盘卸料部应安装受料器,受料器的出料咀及安装应等同于拖拉式的下料咀的要求⑵当采用拖拉式给料时,下料咀要求处料高度可调同时调整高度应满足对料流的堆积要求。同时出料咀出料面应做成沿料流方向的斜面形23-12-01 23:48:02 -
皮带秤的空间位置皮带秤在安装时应满足以下空间位置要求:⑴皮带秤受料段纵向中心应与料仓下料料流中心线重合,料流自然堆积应均匀分布在皮带秤受料段中心线两侧,且按料流方向距受料段前后沿各保持5cm的距离,料流堆积高度不漫料。⑵当采用圆盘供料方式时23-12-01 23:45:02
-
 皮带秤的空间位置皮带秤在安装时应满足以下空间位置要求:⑴皮带秤受料段纵向中心应与料仓下料料流中心线重合,料流自然堆积应均匀分布在皮带秤受料段中心线两侧,且按料流方向距受料段前后沿各保持5cm的距离,料流堆积高度不漫料。⑵当采用圆盘供料方式时23-12-01 23:42:01
皮带秤的空间位置皮带秤在安装时应满足以下空间位置要求:⑴皮带秤受料段纵向中心应与料仓下料料流中心线重合,料流自然堆积应均匀分布在皮带秤受料段中心线两侧,且按料流方向距受料段前后沿各保持5cm的距离,料流堆积高度不漫料。⑵当采用圆盘供料方式时23-12-01 23:42:01 -
 电子皮带秤主要技术参数:单托辊皮带秤精度:+/-1%杠杆多托辊皮带秤精度:+/-0.5%悬浮式皮带秤精度:+/-0.125%~0.25%皮带速度:0~6m/s远传传输:1000m皮带输送机倾角:0~30°工作条件和安装条件:环境温度:机械:23-12-01 23:39:01
电子皮带秤主要技术参数:单托辊皮带秤精度:+/-1%杠杆多托辊皮带秤精度:+/-0.5%悬浮式皮带秤精度:+/-0.125%~0.25%皮带速度:0~6m/s远传传输:1000m皮带输送机倾角:0~30°工作条件和安装条件:环境温度:机械:23-12-01 23:39:01 -
 电子皮带秤主要技术参数:单托辊皮带秤精度:+/-1%杠杆多托辊皮带秤精度:+/-0.5%悬浮式皮带秤精度:+/-0.125%~0.25%皮带速度:0~6m/s远传传输:1000m皮带输送机倾角:0~30°工作条件和安装条件:环境温度:机械:23-12-01 23:36:02
电子皮带秤主要技术参数:单托辊皮带秤精度:+/-1%杠杆多托辊皮带秤精度:+/-0.5%悬浮式皮带秤精度:+/-0.125%~0.25%皮带速度:0~6m/s远传传输:1000m皮带输送机倾角:0~30°工作条件和安装条件:环境温度:机械:23-12-01 23:36:02 -
 皮带秤对供料设备的要求⑴当采用圆盘给料方式时,在圆盘卸料部应安装受料器,受料器的出料咀及安装应等同于拖拉式的下料咀的要求⑵当采用拖拉式给料时,下料咀要求处料高度可调同时调整高度应满足对料流的堆积要求。同时出料咀出料面应做成沿料流方向的斜面形23-12-01 23:33:01
皮带秤对供料设备的要求⑴当采用圆盘给料方式时,在圆盘卸料部应安装受料器,受料器的出料咀及安装应等同于拖拉式的下料咀的要求⑵当采用拖拉式给料时,下料咀要求处料高度可调同时调整高度应满足对料流的堆积要求。同时出料咀出料面应做成沿料流方向的斜面形23-12-01 23:33:01 -
 皮带秤是指无需对质量细分或者中断输送带的运动,而对输送带上的散装物料进行连续称量的自动衡器,主要分类有按承载器分类:称量台式承载器,输送机式承载器;按带速分类:单速皮带秤,变速皮带秤。 [1]电子皮带秤主要技术参数:单托辊皮带秤精度:+/-23-12-01 23:30:01
皮带秤是指无需对质量细分或者中断输送带的运动,而对输送带上的散装物料进行连续称量的自动衡器,主要分类有按承载器分类:称量台式承载器,输送机式承载器;按带速分类:单速皮带秤,变速皮带秤。 [1]电子皮带秤主要技术参数:单托辊皮带秤精度:+/-23-12-01 23:30:01 -
电子皮带秤电子皮带秤,由钢制机械秤架,测速传感器,高精度测重传感器,电子皮带秤控制显示仪表等组成(图2),能对固体物料进行连续动态计量。称重时,承重装置将皮带上物料的重力传递到称重传感器上,称重传感器即输出正比于物料重力的电压(mV)信号,23-12-01 23:27:01
-
 机械式皮带秤由重力传递系统、滚轮、计数器和速度盘组成。速度盘转速正比于皮带速度。滚轮滚动的角速度正比于皮带上通过的物料量。滚轮在速度盘上滚动的位置由物料的重力大小来调整。当皮带上没有物料时,滚轮靠近速度盘中心,转速为零,计数器不累计;当皮带23-12-01 23:24:01
机械式皮带秤由重力传递系统、滚轮、计数器和速度盘组成。速度盘转速正比于皮带速度。滚轮滚动的角速度正比于皮带上通过的物料量。滚轮在速度盘上滚动的位置由物料的重力大小来调整。当皮带上没有物料时,滚轮靠近速度盘中心,转速为零,计数器不累计;当皮带23-12-01 23:24:01 -
 电子皮带秤称重桥架安装于输送机架上,当物料经过时,计量托辊检测到皮带机上的物料重量通过杠杆作用于称重传感器,产生一个正比于皮带载荷的电压信号。在皮带秤上有一个称重传感器装在称重桥架上,工作时,将检测到皮带上的物料重量送入称重仪表,同时由测速23-12-01 23:21:01
电子皮带秤称重桥架安装于输送机架上,当物料经过时,计量托辊检测到皮带机上的物料重量通过杠杆作用于称重传感器,产生一个正比于皮带载荷的电压信号。在皮带秤上有一个称重传感器装在称重桥架上,工作时,将检测到皮带上的物料重量送入称重仪表,同时由测速23-12-01 23:21:01 -
 电子皮带秤电子皮带秤,由钢制机械秤架,测速传感器,高精度测重传感器,电子皮带秤控制显示仪表等组成(图2),能对固体物料进行连续动态计量。称重时,承重装置将皮带上物料的重力传递到称重传感器上,称重传感器即输出正比于物料重力的电压(mV)信号,23-12-01 23:18:01
电子皮带秤电子皮带秤,由钢制机械秤架,测速传感器,高精度测重传感器,电子皮带秤控制显示仪表等组成(图2),能对固体物料进行连续动态计量。称重时,承重装置将皮带上物料的重力传递到称重传感器上,称重传感器即输出正比于物料重力的电压(mV)信号,23-12-01 23:18:01 -
 电子皮带秤电子皮带秤,由钢制机械秤架,测速传感器,高精度测重传感器,电子皮带秤控制显示仪表等组成(图2),能对固体物料进行连续动态计量。称重时,承重装置将皮带上物料的重力传递到称重传感器上,称重传感器即输出正比于物料重力的电压(mV)信号,23-12-01 23:15:02
电子皮带秤电子皮带秤,由钢制机械秤架,测速传感器,高精度测重传感器,电子皮带秤控制显示仪表等组成(图2),能对固体物料进行连续动态计量。称重时,承重装置将皮带上物料的重力传递到称重传感器上,称重传感器即输出正比于物料重力的电压(mV)信号,23-12-01 23:15:02 -
 按承载器分类:称量台式承载器,输送机式承载器;按带速分类:单速皮带秤,变速皮带秤。 [1]按称量原理分:主要有机械式(常见的为滚轮皮带秤)和电子式两大类。电子皮带秤承重装置的秤架结构主要有双杠杆多托辊式、单托辊式、悬臂式和悬浮式4种。双杠杆23-12-01 23:12:01
按承载器分类:称量台式承载器,输送机式承载器;按带速分类:单速皮带秤,变速皮带秤。 [1]按称量原理分:主要有机械式(常见的为滚轮皮带秤)和电子式两大类。电子皮带秤承重装置的秤架结构主要有双杠杆多托辊式、单托辊式、悬臂式和悬浮式4种。双杠杆23-12-01 23:12:01 -
皮带秤的空间位置皮带秤在安装时应满足以下空间位置要求:⑴皮带秤受料段纵向中心应与料仓下料料流中心线重合,料流自然堆积应均匀分布在皮带秤受料段中心线两侧,且按料流方向距受料段前后沿各保持5cm的距离,料流堆积高度不漫料。⑵当采用圆盘供料方式时23-12-01 23:09:01
-
 电子皮带秤主要技术参数:单托辊皮带秤精度:+/-1%杠杆多托辊皮带秤精度:+/-0.5%悬浮式皮带秤精度:+/-0.125%~0.25%皮带速度:0~6m/s远传传输:1000m皮带输送机倾角:0~30°工作条件和安装条件:环境温度:机械:23-12-01 23:06:01
电子皮带秤主要技术参数:单托辊皮带秤精度:+/-1%杠杆多托辊皮带秤精度:+/-0.5%悬浮式皮带秤精度:+/-0.125%~0.25%皮带速度:0~6m/s远传传输:1000m皮带输送机倾角:0~30°工作条件和安装条件:环境温度:机械:23-12-01 23:06:01 -
一般情况下该系列秤重仪表配用2~4个秤重传感器,计量拖辊通过安装组件安装在传感器或计量称架上。安装应满足以下几点要求:1.3.1:传感器安装⑴ 量采用两个传感器时,两个传感器承载点要求在同一水平面。⑵ 量采用两个传感器时,两个传感器承载点联23-12-01 23:03:01

